此次改造,外觀差異不大,但是內部做了不少處理
接下來分幾個部份說明
分別討論 刀盤、殘粉改善、刻度微調
以及兩個大工程:動力及精度
---------------- 刀盤處理 ----------------
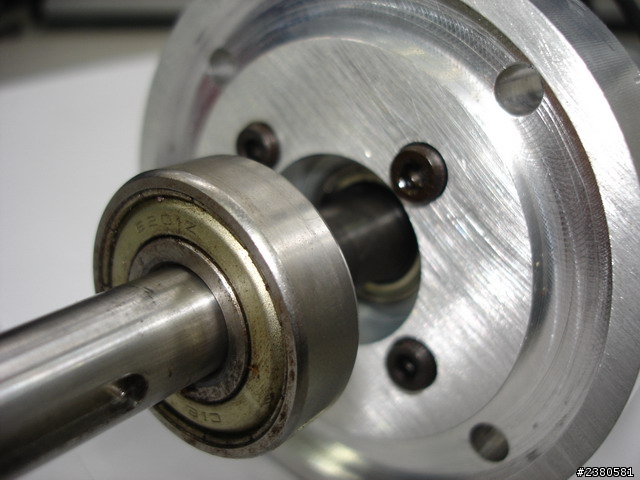
這圖是原廠小飛鷹刀盤,依原廠說法是cnc銑出來的鋼刀,刀口比較鋒利
有別於一般小飛馬或 Nice Cut Mill 的鍛造刀盤
只可惜這刀盤,cnc銑完後沒再細部處理
刀刃部位有很多捲起(如下圖紅圈處),以致不能真正發揮鋼刀的銳利度

五年多前,這台小飛鷹入手的第一天
我就對這個捲捲的刀刃,極度不爽
就像新買來的水果刀,刀刃如果捲捲的,誰相信這把刀會多利
立馬操起電磨機,每個刃口一一的開光磨利
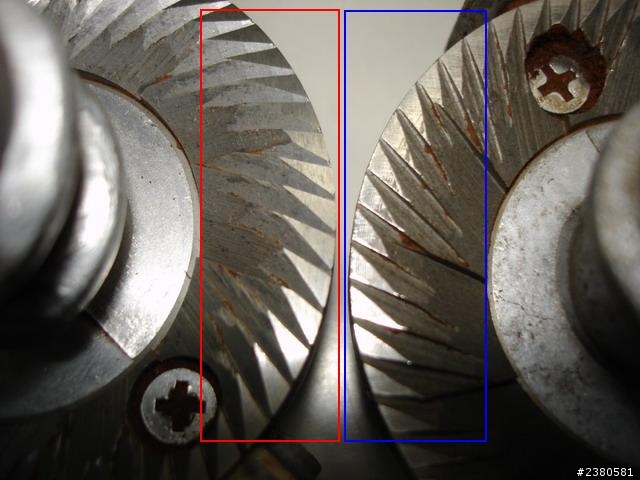
下圖左邊紅圈看到的刃口白白的部份,雖然看起來像狗啃的不一致
但是,那不只是把卷邊磨掉而已,是磨到快割手的利度

這個刀盤還有一個致命傷
就是盤面不夠平整,且刀盤最外圍溝痕太深
這會使得磨出來的粉,不均勻也不夠細(粗粉會從溝痕直接出去)
以致要應付義式的研磨細度,會不夠力
下圖右邊藍框裏面的三角型,同個三角型,顏色內外有差
常磨到的部份變比較亮,可見原本兩刀盤面平行度不是很好
這次整副刀盤,拿去請磨床師父磨掉0.65mm,把刀盤的外圍溝痕修淺,同時校正平面
現在整個刀盤研磨面變比較平整,外圍溝痕也比較淺,可以磨出很細的粉
下圖左邊是重新磨過的刀盤
可以看到左邊刀盤紅框圍住的三角部份,每個三角顏色都很均勻
--------------- 更準確的調整細度 ----------------
五年前,我是用這台小飛鷹磨義式
我要的細度,通常不會有剛好相對的刻度
而且,常會原本流太快,只調一點就變成流太慢
後來索性在原本的刻度指標上貼了這個小紙條
發現可以微調的滿準的
除非開研磨室,否則刻度印象中好像也沒跑掉過
下圖中,旋扭往左轉就是變粗,往右轉變細
圖中“卡抽”、“卡幼”方向標錯了
研磨細度就看下面數字對到上面哪個數字
例如下圖中,下面4對到上面7,就是研磨度4.7
我是覺得不錯用