xhining wrote:
我是有對"花鍵的固定"可能 增加軸與刀盤內孔配合公差 提問。
老闆是說:軸徑是一樣,所以配合沒差,且花鍵是成熟的產品。
大概問了估狗"花鍵軸 配合"
圓軸配合首重同心度與配合公差
使用車床應該最能保持同心度公差的加工方式
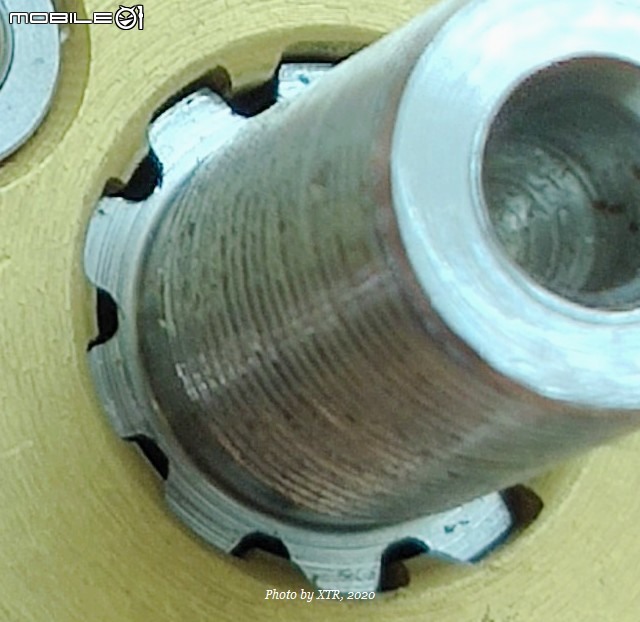
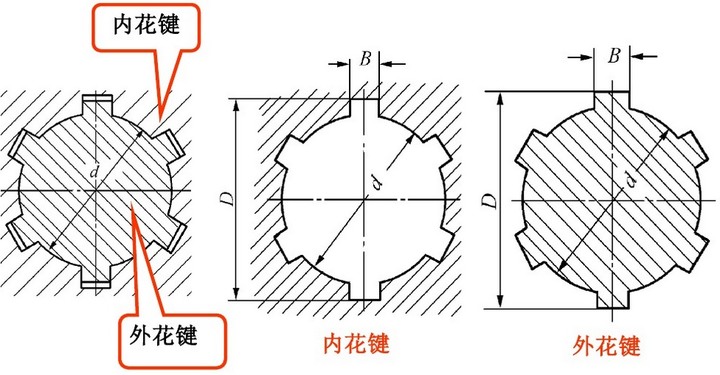
對 "外花鍵" 而言
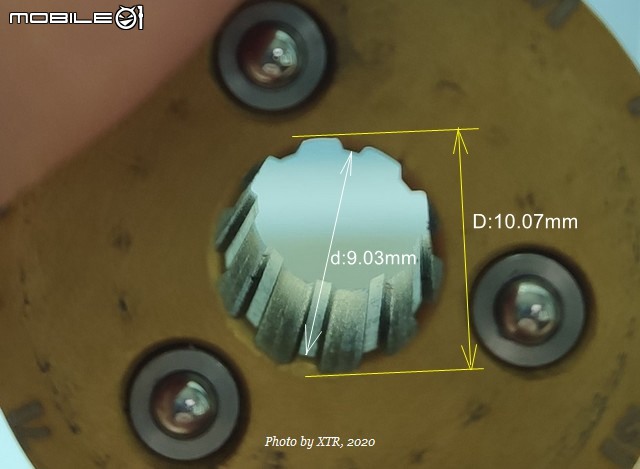
用 "小徑d" 的精度來定心應該有難度的
因為外花鍵的 "小徑d" 是無法使用車床來確保同心精度的...


蠻好奇為何要執著於使用三鍵甚至是花鍵?
不過是小直徑錐刀磨咖啡豆
研磨力矩並不大
裝配那麼多的鍵有何益處?
尤其是還使用到精度較差的 "花鍵"....??