
這次上來突然發現之前寫的文章瀏覽量超過100萬了...
還有自己好多功(遊)課(記)沒有交...
只好先補上一份去年自己第一次做刀子的文章...
 雖然跟欠的遊記沒關係...
雖然跟欠的遊記沒關係...★☆★☆★☆★☆★☆★☆★☆★☆★☆★☆★☆★☆★☆★☆★☆★☆★☆★☆★☆★☆★☆★☆
以下才是正文
★☆★☆★☆★☆★☆★☆★☆★☆★☆★☆★☆★☆★☆★☆★☆★☆★☆★☆★☆★☆★☆★☆
可能是舒肥機的魔力吧...
前幾天老婆說缺一組好的牛排刀...
剛好一位大哥問我為什麼不自己做...
想了一下,為了自我挑戰
剛好又有點加工技術,做支刀來玩應該也不是甚麼難事...
(其實是不想讓老婆亂花錢)
做廚刀有一些問題要思考…
1.使用問題,本身不下廚,難體會刀具好壞。
2.製作問題,傳統刀具製作的工藝不熟。
3.設計問題,刀型,厚薄,手把握持大小有什麼影響。
4.成本問題,高耐磨粉末鋼一公斤2~3000元。
還好去年有一塊廢料要丟掉被我撿回來,這兩天又不用加班...
做支刀子來玩玩吧...
素材:BARWORTH BSWT15
高耐磨性粉末高速鋼
熱處理後硬度 : HRC 66.5 ± 1

材質元素表

翻了去京都旅遊時,順手拿的刀具店DM參考一下

電腦繪圖
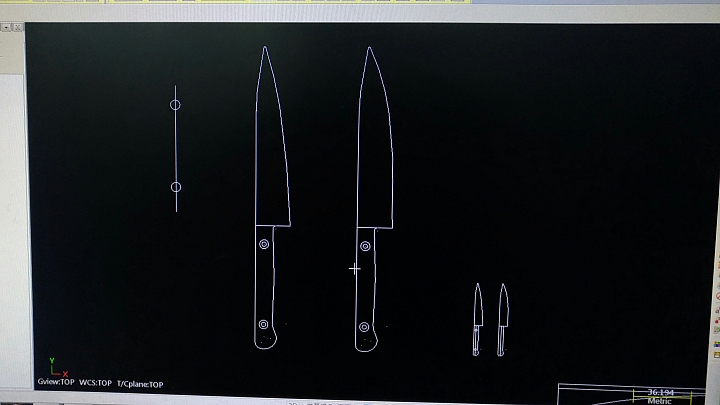
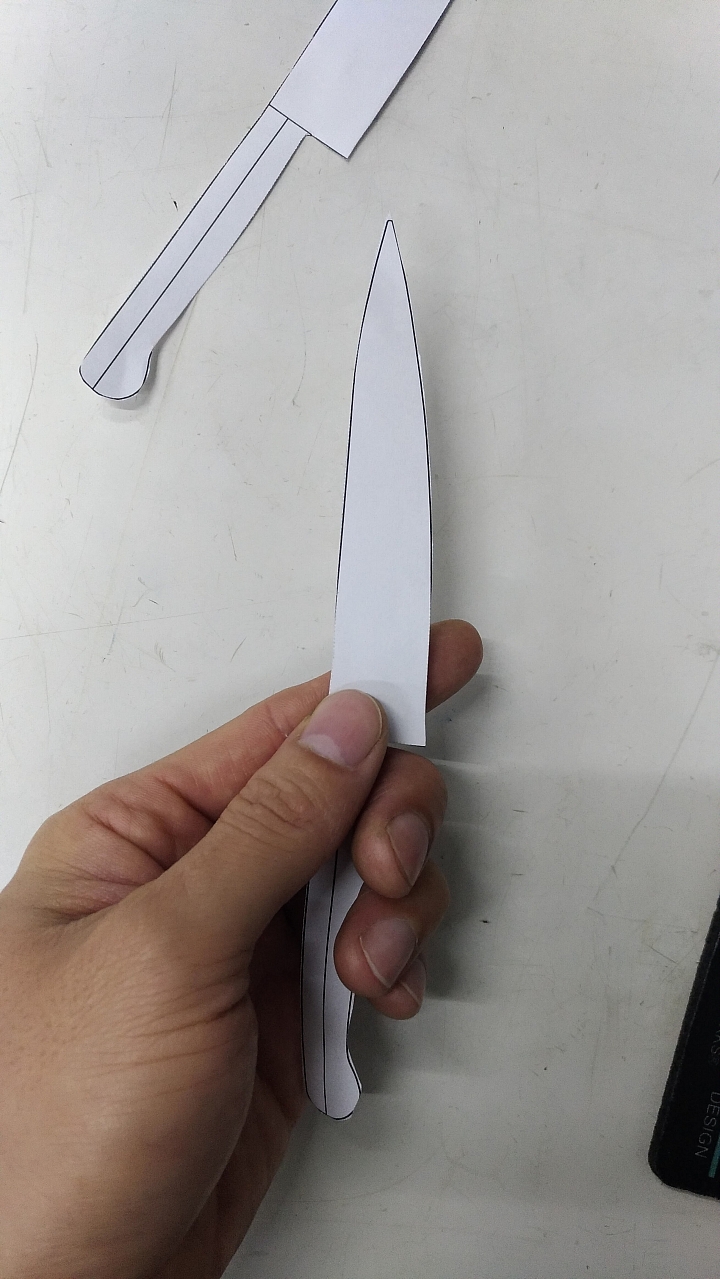
1:1 列印確認手感並修改圖面

後來老婆說想要修肉刀,於是牛排刀就改成修肉刀了...
編輯數控程式,CAD轉成CAM
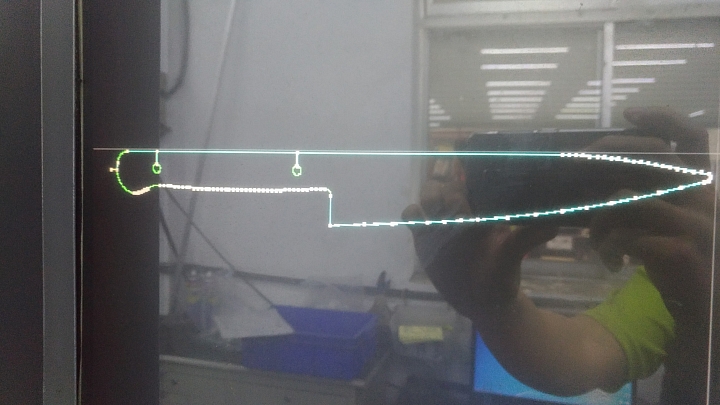
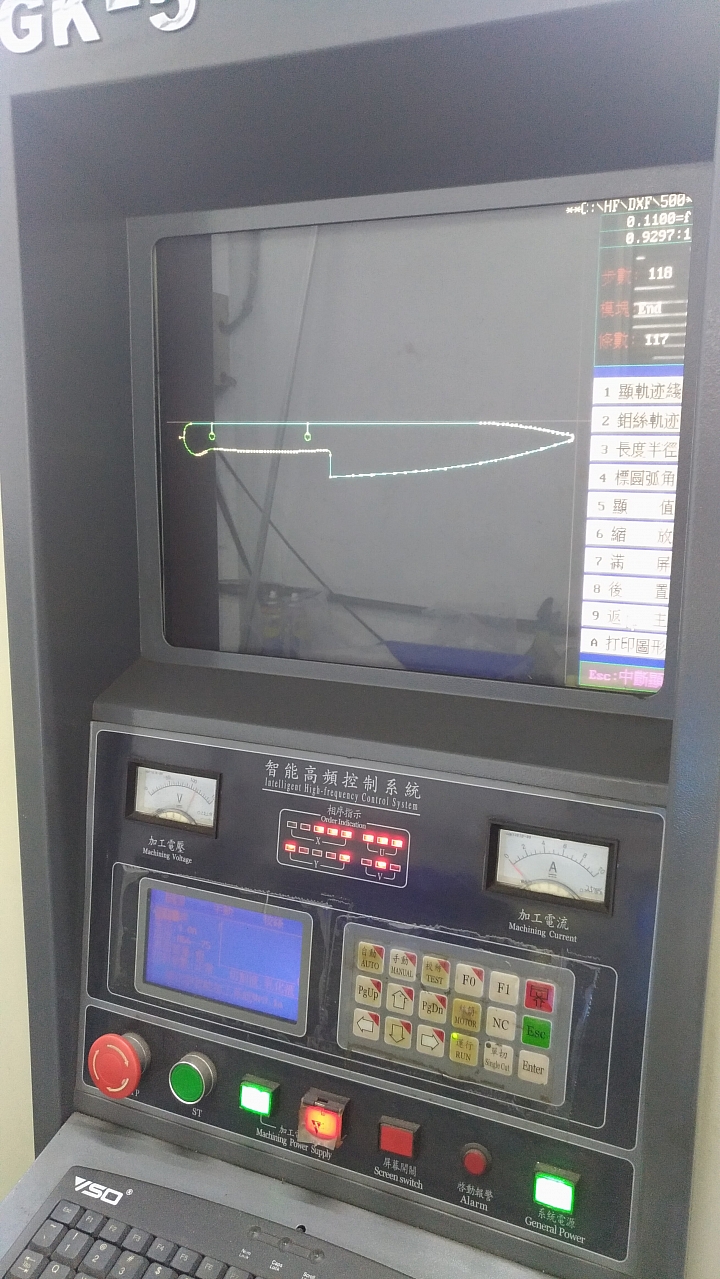
線切割加工…

刀子在加工的同時,編寫刀柄的程式…
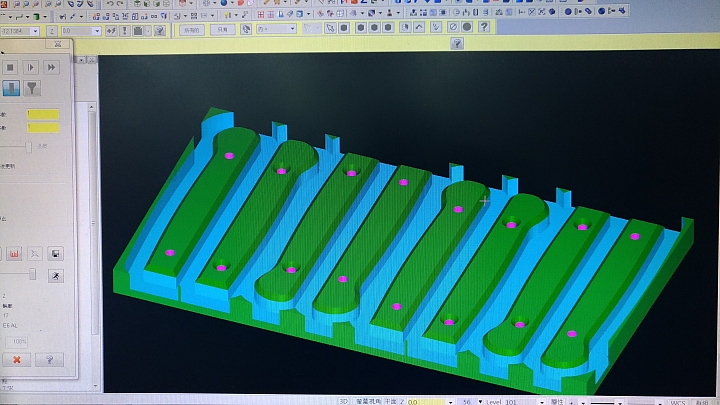
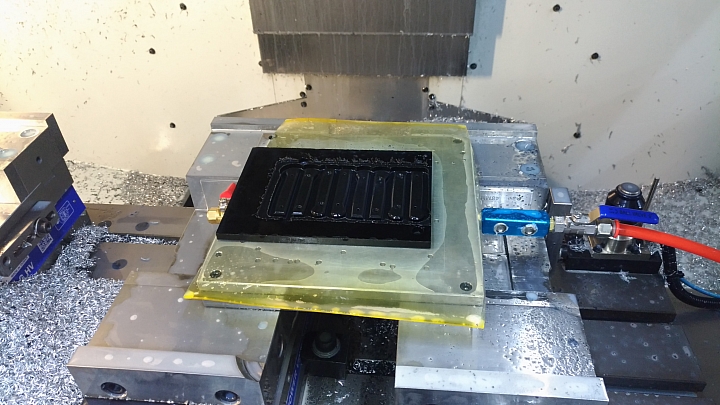
刀柄上CNC加工,材質:黑電木(又稱美耐皿,三聚氰胺)
(載具使用自己研發設計的真空吸盤製作)
刀柄背面倒角

刀柄攻牙
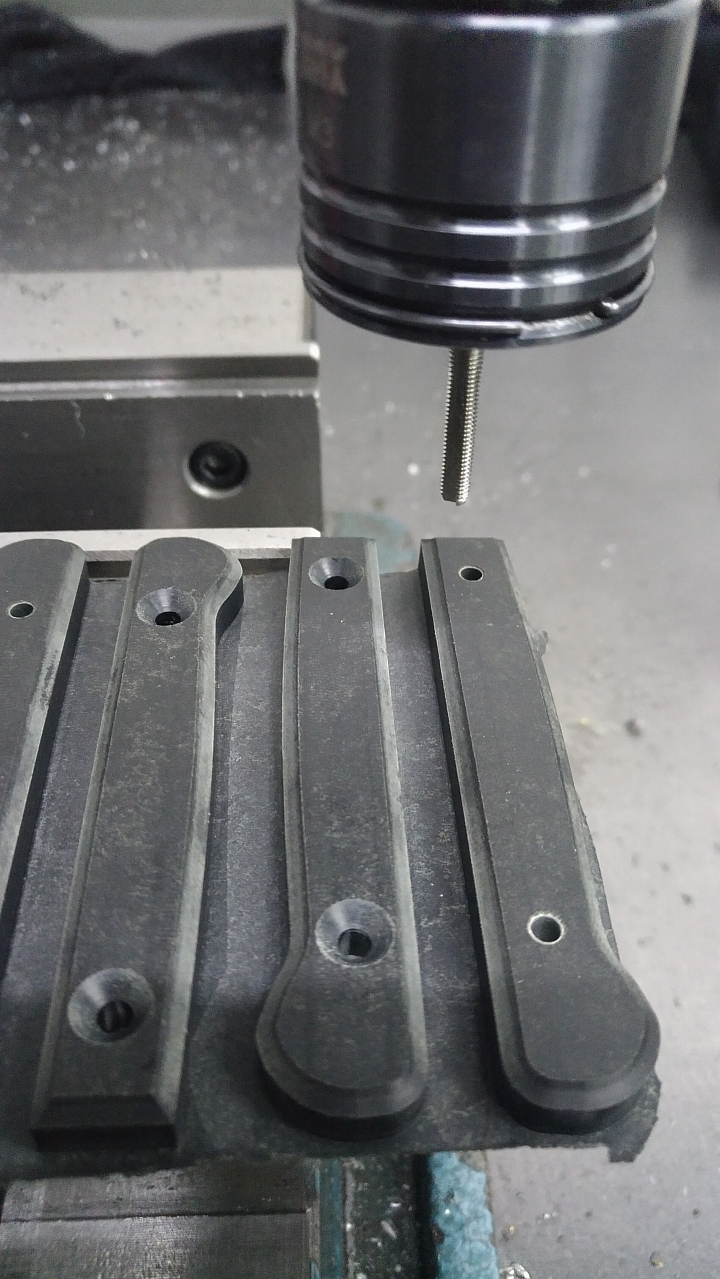
黑電木太脆弱了,所以安裝螺紋護套

傳統銑床加工背面

回過頭來看線切割完成的刀子

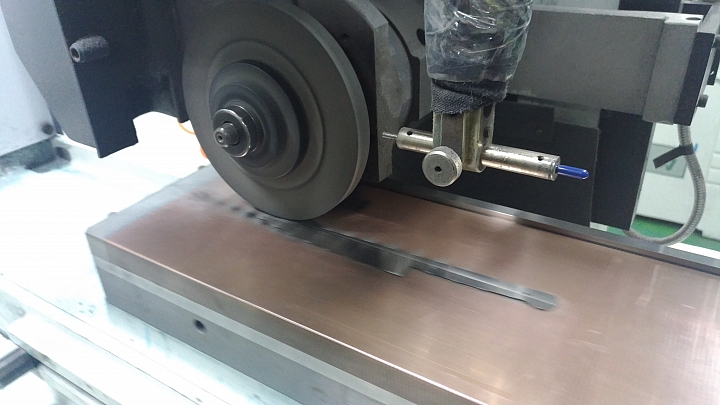
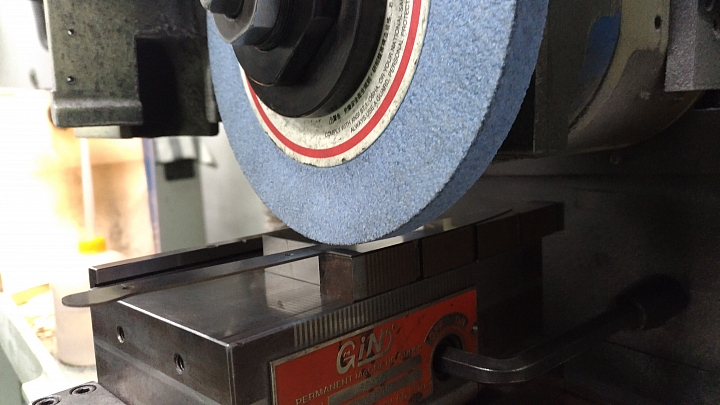
平面研磨


剩下最不拿手的工作了,開刀刃…

用砂帶機研磨刃口(粗加工)

果然磨的很差

刀子的上視圖

回家用鑽石的磨刀盤試試
果然材料太硬磨不動...

用油石精修,結果修很久還是不夠利

發現BUG了...
刀子只有刃部是斜的...

正常刀子是整片都斜的...

研磨斜度中
用卡尺測量寬度距離

用卡尺測量厚度距離
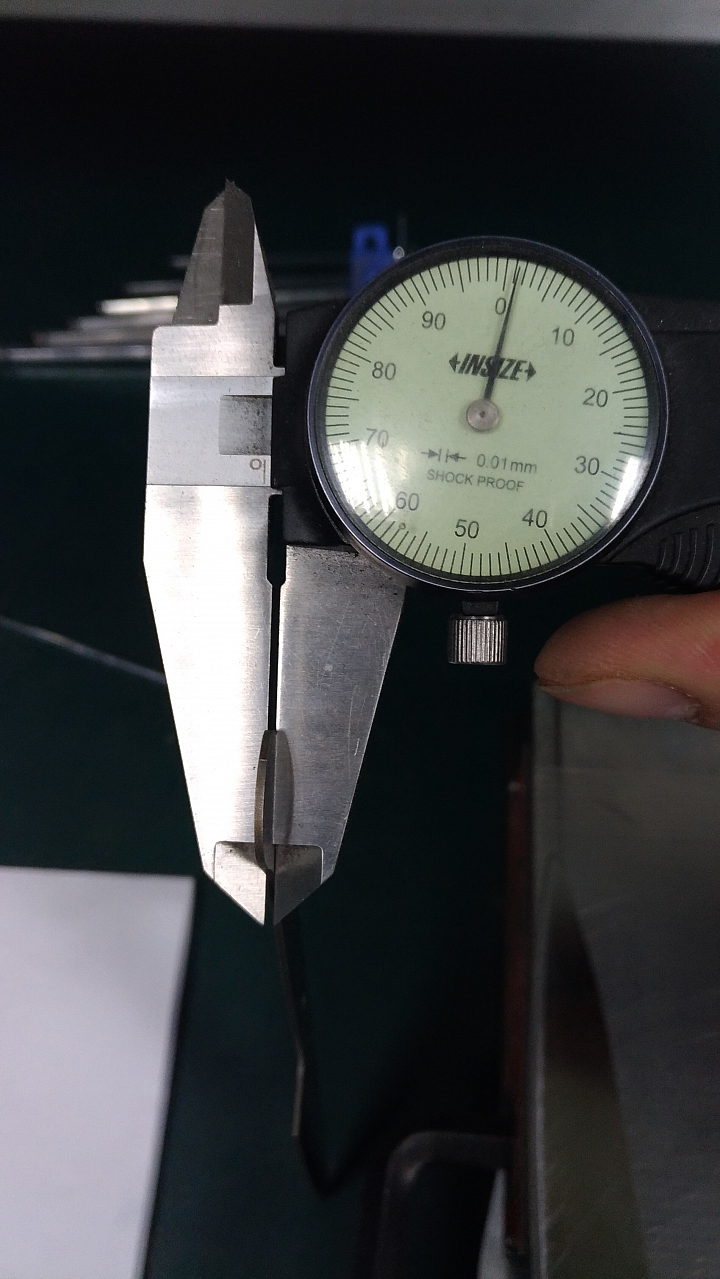
求出厚度跟寬度後,可用三角函數計算角度...
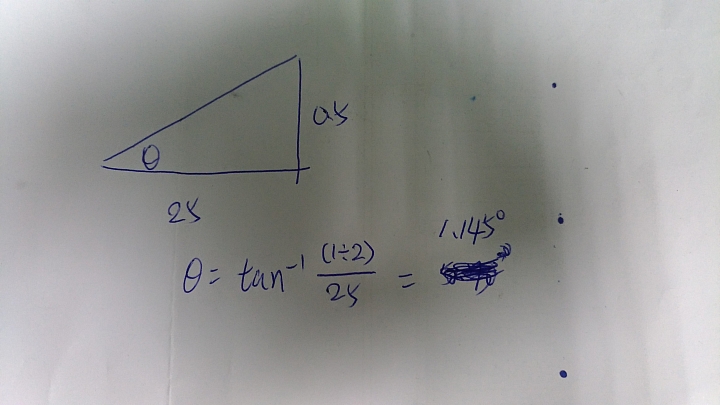
斜度斜度
磨好了...

參考網路上製作刀具的影片有用噴砂機
但搞不懂為何要用,所以就不噴了...

親手打造的刀子當然要雷雕一下...
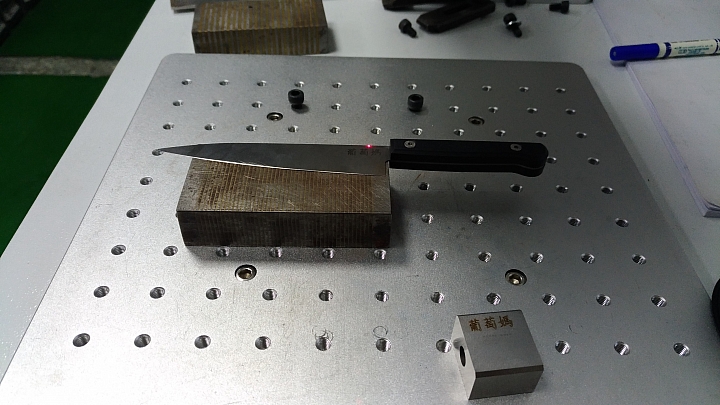
完成品...

【影片】最後從牛排刀做成修肉刀了...
 按這裡檢視外部影片 (按這裡在新視窗中開啟影片)
按這裡檢視外部影片 (按這裡在新視窗中開啟影片)【影片】自己亂磨後的銳利度測試
按這裡檢視外部影片 (按這裡在新視窗中開啟影片)沒修清的後臀肉

真的蠻好切的...

後來請桃園范大幫忙磨利後,刀子變得更利了
可惜素材太薄,加上摩斜度時沒預留一些平面,導致刀子太軟
修清效果不是很好,最後還是拿來當牛排刀...
不過這次經驗學到蠻多東西了
下次應該可以做得更好...





























































































